Ellátási képesség és kiegészítő ...
Szállítás: Ocean,Land,Air
Fizetési mód: L/C,T/T
Incoterm: FOB,CFR,CIF,EXW
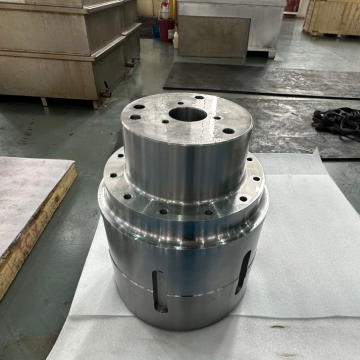
18Mncrnimo 38crmoaia 34crnimo6 42crmo 30crmnsia 30crmnsini2a kovácsolt csőfej
A csövek orsót a kovácsolt házak vagy orsók felső csatlakozójához rögzítik. Úgy tervezték, hogy olyan csomagolási mechanizmusokat fogadjon el, amelyek lezárják a házhúrokat, valamint a fogas és a csomagoló mechanizmusokat, amelyek felhasználhatók a csövek felfüggesztésére és tömítésére.
A felső csatlakozás mérete7 1/16 ″ - 21 1/4 ″
Alsó csatlakozás mérete7 1/16 ″ - 21 1/4 ″
Oldalsó aljzatú karima
Nyomásminősítés 2000-20000 psi
Teljesítménykövetelmény PR 1/PR 2 szint
ANYAG OSZTÁLY AA / BB / CC / DD / EE / FF / HH
Hőmérséklet -besorolásK / L / N / P / S / T / U / V / X / Y
Termék specifikáció szintje PSL1/ PSL 2
Tervezési szabvány API 6A
Végső csatlakozási standard API 6A
Test Standard API 6A
Tanúsítás EN10204 3.1-3.2
Az olaj- és gáziparban a kútfejű csőfejet általában nagy szilárdságú ötvözet acélból kovácsolták, hogy ellenálljanak a magas nyomás és a magas hőmérsékletű környezet lefelé. Ezeknek az anyagoknak képesnek kell lenniük ellenállni a korróziónak, és elegendő mechanikai szilárdsággal kell rendelkezniük a fenti berendezések és csőhúrok támogatásához. A gyakori anyagok közé tartozik, de nem korlátozódik azokra, amelyek az API (American Petroleum Institute) által megadott különféle acélfokú osztályokat tartalmazzák.
30crmnsia
| C |
Si |
Mn |
P |
S |
Cr |
Ni |
Cu |
Mo |
| 0.28-0.34 |
0.9-1.2 |
0.8-1.1 |
≤0.025 |
≤0.025 |
0.8-1.1 |
≤0.3 |
≤0.25 |
≤0.1 |
A 30crmnsia nagy szilárdságú és keménységgel rendelkezik a kioltás és a magas hőmérsékleten történő edzés állapotában. A keményíthetőség nem magas, és a 25 mm vastagságú munkadarab megkeményíthető az olaj oltással. Annak érdekében, hogy javítsuk az e fokozat átfogó mechanikai tulajdonságait, és csökkentsék az alkatrészek oltási deformációját, a 15 mm -nél kisebb vagy 8 mm vastagságú rudak felújíthatók, így a legjobb szilárdság és plaszticitás megszerezhető. A szobahőmérséklet -ütközési szilárdság jelentősen javul, de a hozamszilárdság csökken. A 30crmnsia hátrányai a temperamentum -törékenység, a nagy dekarburizációs tendencia és a gyenge keresztirányú teljesítmény. A hegesztési teljesítmény közepes. A hideg deformációs plaszticitás jó, és a vágási teljesítmény jó.
| Heat Treatment |
σb
Mpa |
σs
Mpa |
δ
% |
ψ
% |
HB |
KV2
J |
| Q+T |
≥1080 |
≥835 |
≥10 |
≥45 |
≤229 |
≥39 |
① A hőkezelés hőmérsékletének megengedett beállítási tartománya: ± 15 ° C ± 15 ° C, alacsony hőmérsékletű edzés ± 20 ° C, magas hőmérsékletű edzés ± 50 ° C
② A táblázatban felsorolt mechanikai tulajdonságok az acélra vonatkoznak, amelynek keresztmetszeti mérete nem haladja meg a 80 mm-t. A 80–100 mm-nél nagyobb méretű acél esetében a törés utáni meghosszabbítás, a keresztmetszeti zsugorodás és a táblázatban szereplő rendelkezések; A 100-150 mm-nél nagyobb méretű acél esetében a törés utáni meghosszabbítás, a keresztmetszeti zsugorodás és a táblázatban szereplő rendelkezések; A 150-250 mm-nél nagyobb méretű acél esetében a törés, a keresztmetszeti zsugorodás és az ütés abszorpciós energiája utáni meghosszabbítás 3% -kal (abszolút érték), 15% -kal, és 15% -kal csökkenthető. a táblázatban szereplő rendelkezések;
③Boron acél normalizálható a kioltás előtt, és a normalizáló hőmérséklet nem lehet magasabb, mint a kioltási hőmérséklete. A króm-mangani-titán acél első oltása helyettesíthető normalizálással
④ Ha a σ -k hozampontját nem lehet meghatározni a minta acélon a szakítóvizsgálat során, akkor a megadott maradék meghosszabbítási stressz mérhető.
⑤ A táblázat keménysége az acél hb10/3000 hb10/3000 értéke a lágyított vagy magas hőmérsékletű edzett állapotban
Hőkezelés:
Oltási hőmérséklet 880 ° C -os olajhűtés; TEMPUSION HATÓSÁG 540 ° C -os vízhűtés, olajhűtés